Our Factory is located in 20 acres of land covering a total of 200,000 sq ft which houses state of the art line machinery to roll out flawless products in the required time frame.
Our Tube mills along with solid state welders have State of the Art:
1. Online data monitoring
2. Online seam normalization
3. German made online Eddy current testing
4. Latest end beveling machines with high pressure hydro testing mechanism with complete recording system
SUPPORTING INFRASTRUCTURE
1. WORK SHOP – This is equipped with Lathes (8 Nos.), Shapers, drilling machines etc. Here profile cutting of Rolls is carried out so as to maintain the smoothness of the pipe surfaces during the process of FORMING/ SIZING etc.
2. HANDLING – Handling, conveying & transportation of pipes during processing is being done through –
(a) Electric overhead Tract (E.O.T.) Cranes
(b) Conveyor Roller Tables.
(c) Inclined beds for smooth roll over into collection troughs without scratches on pipe surfaces.
3. D.G. Sets – In house power redundancy is available in case of Line source Power Failure. Our Power facilities for entire plant can be met through our 2MVA capacity D.G. Sets. This ensures an un-interrupted supply & helps in meeting our client schedules.
4. WATER SUPPLY SYSTEM – Closed circuit water system is used for
(i) Cooling of rolls
(ii) Controlled cooling of pipes to remove the metallurgical grain structure differences between the weld zone and the body of the Tube and the effects of cold working caused during forming process. At the same time the secondary scale formed during Hot Rolling & coiling also gets removed. Normally the Raw water used for this contains some salts which are harmful to the pipes. Hence, we use Softened and filtered water to take care of adverse effect on the surface of pipes.
5. Quality Control Laboratory- We have a well equipped Quality Testing Unit with
(i) Modern Metallurgical System
(ii) Metallography System
(iii) Spectrometer
(iv) Computerized Microscope
(v) Modern Gauge Room
(vi) Physical Testing Systems
a. Tensile Testing
b. Impact Testing
c. Hardness Testing
d. Profile Projector
Satisfied clients are the base of our business growth, while motivated and trained employees constitute our company’s foundation.
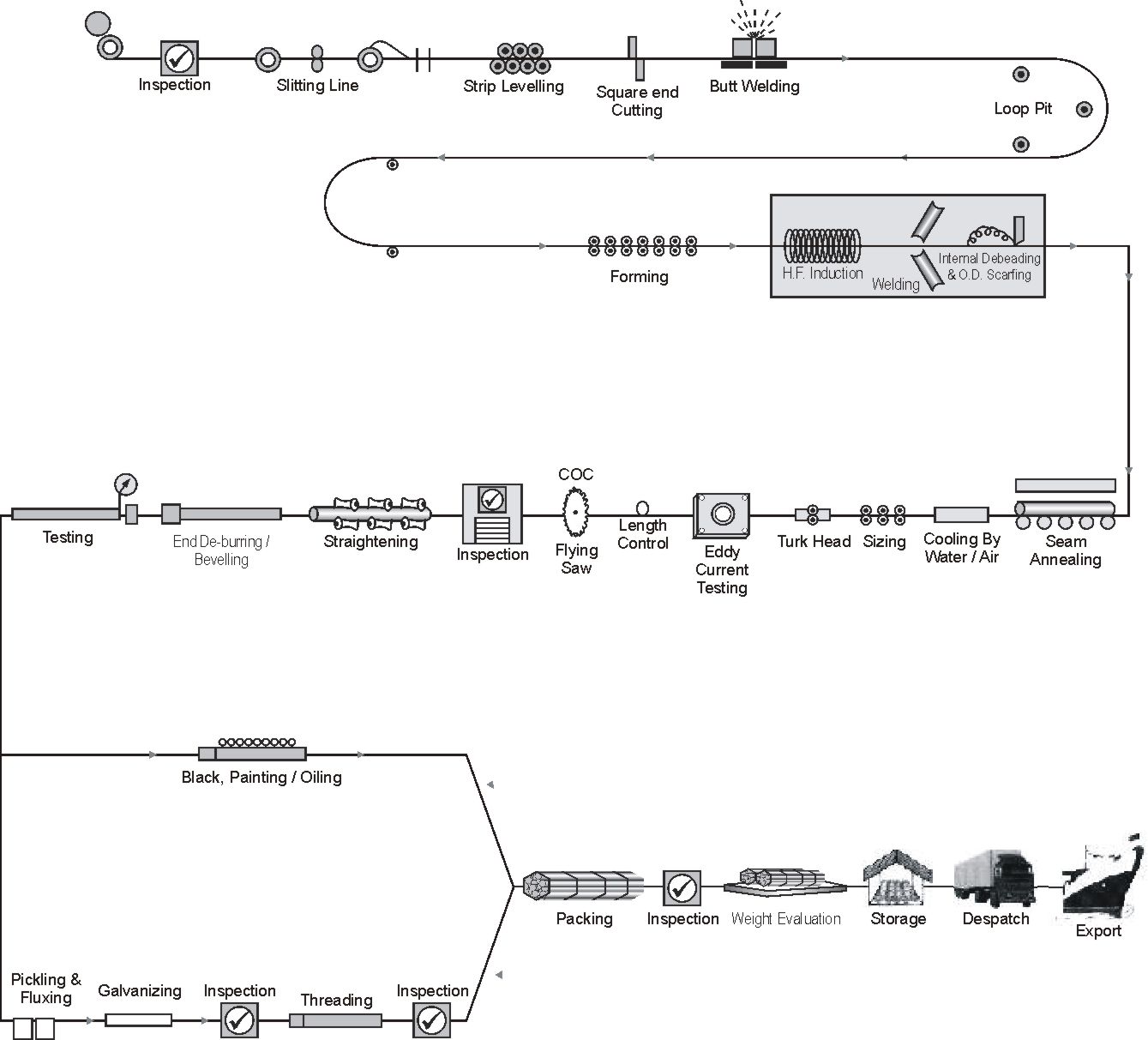
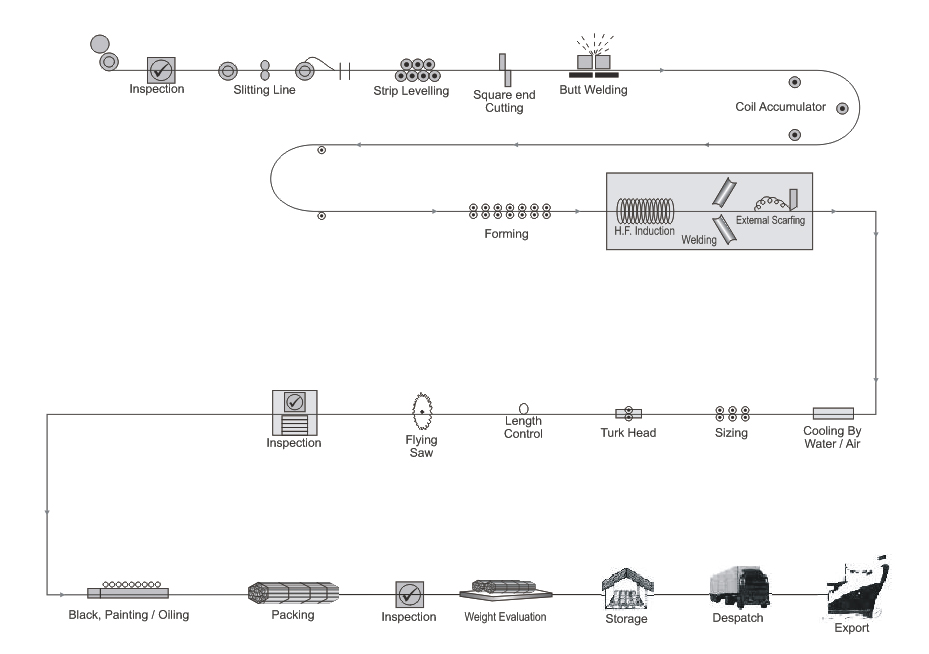
Online Controlling Method
To ensure a defect free surface and consistent welding in the tubes produced by High Frequency Induction Welding, on line process control is exercised as detailed:
1. Raw Material Stage
Every coil is inspected for thickness & width and samples for Mechanical properties and chemical analysis are taken for testing & sizes are verified physically as per order/marking.
2. Slitting Stage
Every slitted coil is physically measured for thickness & width. Proper identification of each coil with details of correlation before use is being carried out by pasting stickers.
Visual inspection for laminations, cuts pits & seams is being carried out apart from edge conditions for Burrs & deep scratches.
3. Tube Mill Stage- On line process control is exercised physically to monitor:
a) Thickness
b) Outside Diameter
c) Length
d) Bend/ Flattening Test
e) Visual inspection for lamination over lap, open seams, butt weld pits, Roll marks, Double/Taper cutting, proper head cutting, inside head formation etc.
4. End Cutting Stage
Visual inspection for each pipe is carried out. The facing should be square without burrs or beveled as per requirement.
5. Hydrostatic Pressure Test
Each pipe is tested for no leakage at 51Kg/cm² for 3 seconds as per BIS standards which may vary as per requirements of the code.
6. Threading
a) Each & every pipe is checked with suitable screw ring gauge looseness/ tightness of threads.
b) Defects like sharpness, double threads, centre out of threads, burning Marks and impression of threads inside the tube are visually inspected.
7. Galvanizing
a) Conformity to proper thickness & uniformity of Zinc coating on pipes.
b) Marks of Zinc coating.
c) Proper Batch no. is marked for identification.
d) Defects like Roughness, Black spots, bore patches, pimples, lumpiness, bulky white deposits and blisters are watched during the process and controlled.
8. Final Inspection
a) Visual inspection
b) Class identification by color coding
c) Physical checking on random sampling for
- Thickness
- Outer Diameter (OD)
- Length
d) Alignment of threading and its protection caps.
e) Checking of Bundling as per customer’s requirements.
9. Inspection by 3rd party
In case of any requirements of 3rd party inspection of the Buyer, the same are carried out prior to dispatches.
Steel Strip Size for Pipe & Tubes Produced
| Sr. No. |
Thickness
Pipe Size |
2mm |
2.3mm |
2.6mm |
2.9mm |
3.2mm |
3.6mm |
4.0mm |
4.5mm |
4.8mm |
5.4mm |
01 |
15mm
0.5Inch |
64
L
1.84 |
--- |
63
M
2.34 |
---- |
62.5
H
2.8 |
--- |
--- |
--- |
--- |
--- |
02 |
20mm
0.75Inch |
--- |
84
L
2.116 |
83
M
2.116 |
---- |
81.5
H
2.88 |
--- |
--- |
--- |
--- |
--- |
03 |
25mm
1-Inch |
--- |
--- |
101
L
2.392 |
---- |
100
M
2.88 |
--- |
98.5
H
3.60 |
--- |
--- |
--- |
04 |
32mm
1.25Inch |
--- |
--- |
129
L
2.392 |
---- |
127
M
2.88 |
--- |
126.5
H
3.60 |
--- |
--- |
--- |
05 |
40mm
1.5-Inch |
--- |
--- |
--- |
148
L
2.668 |
147
M
2.88 |
--- |
146.5
H
3.60 |
--- |
--- |
--- |
06 |
50mm
2.0-Inch |
--- |
--- |
--- |
184
L
2.668 |
--- |
182.5
M
3.24 |
--- |
181.5
H
4.05 |
--- |
--- |
07 |
65mm
2.5-Inch |
--- |
--- |
--- |
---- |
234
L
2.944 |
232.5
M
3.24 |
--- |
231.5
H
4.05 |
--- |
--- |
08 |
80mm
3.0-Inch |
--- |
--- |
--- |
---- |
274
M
2.944 |
--- |
272.5
M
3.60 |
--- |
271.5
H
4.32 |
--- |
09 |
100mm
4.0-Inch |
--- |
--- |
--- |
---- |
--- |
354
L
3.312 |
--- |
352
M
4.05 |
--- |
351
H
4.86 |
10 |
125mm
5.0-Inch |
--- |
--- |
--- |
---- |
--- |
--- |
--- |
432.5
L
4.14 |
431.5
M
4.32 |
430.5
H
4.86 |
11 |
150mm
6.0-Inch |
--- |
--- |
--- |
---- |
--- |
--- |
--- |
514.5
L
4.14 |
513.5
M
4.32 |
511.5
H
4.86 |
Environment Management Process
Our Galvanizing plant has a system of Acid fume suction ducts along with high level draft creating chimney. This supported by our Acid scrubber unit keeps the pollution level to all most zero level.
We have a sophisticated effluent treatment plant consisting of Tubular clarifiers and automatic pH control dosing system.
|



{kind=link}
{kind=link}
